接地模塊
電解離子接地極
放熱焊接模具
石墨接地線 接地極
降阻劑
銅包鋼絞線
銅包鋼扁鋼
銅包鋼圓線
銅包鋼接地棒
熱熔焊接
鋅包鋼接地極
避雷針系列
觀測井系列
熱鍍鋅圓鋼
熱鍍鋅絞線
接地配件

河北碩泰防雷器材有限公司
王女士:15831870847
李先生:18833729583
郵箱:[email protected]
網(wǎng)址:http://www.castd863.cn
地址:河北省泊頭市洼里王鎮(zhèn)工業(yè)新區(qū)
首頁 > 產(chǎn)品中心 > 放熱焊接模具>

火泥熔模具 放熱焊模具
火泥熔模具 放熱焊模具模夾是用于開合模具的,模夾的緊密程度對焊接的效果有影響,請再焊接開始之前認(rèn)真檢查模夾,并做適當(dāng)調(diào)整;調(diào)節(jié)方法如下:(a)使模夾置于打開狀態(tài)(b)松開模夾固定栓鎖扣(c)取出固定栓(d)調(diào)整5、調(diào)節(jié)螺絲,逆時針旋轉(zhuǎn)(松)(e)插入固定栓與鎖扣(f)開合模夾,觀察效果



河北碩泰防雷器材有限公司 http://www.castd863.cn
火泥熔模具 放熱焊模具簡介:
火泥熔模具 放熱焊模具由高純石墨制成,用于接地放熱焊接的焊頭成型。一個完整的模具由模具體、頂蓋、鉸鏈構(gòu)成。
火泥熔模具 放熱焊模具主要性能:
火泥熔模具 放熱焊模具做工精細(xì),設(shè)計獨特,性能優(yōu)異、使用時間長;操作簡單,不需要外部電源和熱源,焊接成本低,質(zhì)量穩(wěn)定可靠。
火泥熔模具 放熱焊模具使用范圍:
非常適用于野外電纜及其他金屬構(gòu)件的焊接,適用于陰極保護系統(tǒng)安裝過程中銅芯電纜與鋼結(jié)構(gòu)焊接或銅芯電纜之間的連接。
放熱焊接 - 基本分類
一、銅導(dǎo)體的放熱焊劑。它利用金屬化合物化學(xué)反應(yīng)熱作為熱源,通過過熱的(被還原)熔融金屬,直接或間接加熱工作,在特制的石墨模具的型腔中形成一定形狀、尺寸,符合工程需求的熔焊接頭。其化學(xué)反應(yīng)式表示為:
M O + Al ===== M + AlO + 高溫(其中M為需要的可用金屬)
二、鋁導(dǎo)體的熱劑焊,又稱藥包焊。藥包焊不僅可以焊接截面積 3- 240mm 2 的鋁絞線,還能焊接截面積 1000mm 2 的鋁母線。
三、鐵與鐵連接,鋼與鋼連接,鋼與鐵連接的放熱焊劑,如鋼軌的焊接。
放熱焊接 - 優(yōu)點及應(yīng)用
1、 熔接點的載流能力(熔點)與導(dǎo)體相同,具有良好的導(dǎo)電性能,經(jīng)檢測,焊接前后的直流電阻比率變化率接近與零。這是任何一種傳統(tǒng)連接方式無法比擬的。
2、焊接點是分子結(jié)合,永久,不老化。
3、焊接點象銅一樣不受腐蝕影響。
4、不會受到高浪涌電流的損傷。試驗 表明,在短時間大電流的沖擊下,導(dǎo)體先于熔焊接頭熔化。
5、操作方便,簡單。無需專業(yè)人員。
6、裝備簡單、輕便,攜帶方便,操作方便。
與傳統(tǒng)的機械連接工藝比較,放熱焊接是真正的分子焊接,導(dǎo)體不會被破壞并且沒有接觸面,導(dǎo)體交界面的整體有效性沒有改變。
放熱焊接 - 應(yīng)用領(lǐng)域
• 防雷接地及浪涌保護。
• 電氣設(shè)備接地工程處理。
• 石油化工工程建設(shè)。
• 鐵路、高速公路、機場建設(shè)。
• 智能化大廈建設(shè)。
• 陰極保護。
放熱焊接 - 操作步驟
1、將模具與導(dǎo)體清潔并烘干;
2、將待連接導(dǎo)體放入模具夾緊,無縫隙;
3、將鋼碟放入反應(yīng)腔底部;
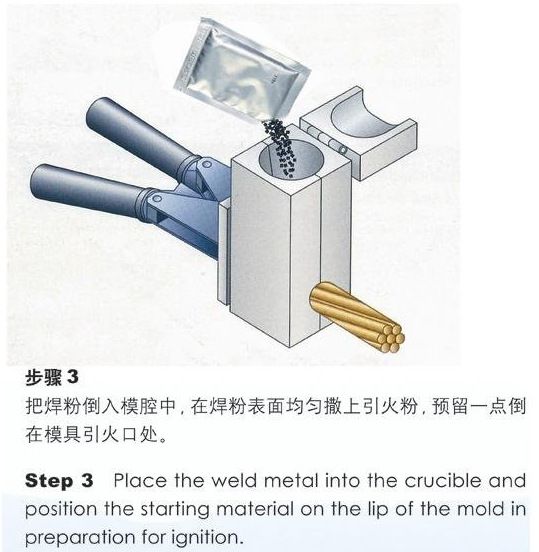
4、導(dǎo)入焊粉,而后撒上引火粉;
5、將少量引火粉撒于模唇口,在蓋上模蓋;
6、使用專用點火槍點燃火粉;
7、焊粉在耐高溫的模具中反應(yīng);
8、等待數(shù)十秒,打開模具并清潔模具,為下次連接做準(zhǔn)備;


放熱焊接 - 使用注意事項
• 施工操作前,必須保證被焊接件無污物,熔模熔腔和型腔內(nèi)無上次焊接時留下的焊渣塊或焊渣粉末。
• 施工操作前,必須使用噴火炬(或瓦斯噴燈)烘干被焊接件和熔模,使其盡可能的不含水分。
• 施工操作中,點火之前,必須保證蓋上熔模蓋,且熔模閉合處無開縫。
• 施工操作中,點火之前,必須保證被焊接件焊接點位于型腔中心。
• 施工操作時,現(xiàn)場 1.50米 范圍之內(nèi),不得有無關(guān)人員停留。
• 施工操作時,現(xiàn)場 1—— 2米 范圍之內(nèi),不得有易燃物品擺放。
• 操作人員必須戴上有一定隔熱效果的工作手套。
• 操作人員不得面對于熔模開口處操作施工。
• 點火時,一旦引燃粉被引燃,操作人員必須立即離開熔模至少 1.50米 。
• 當(dāng)放熱焊劑反應(yīng)結(jié)束后,任何人不得直接接觸熔模和被焊接件。
• 當(dāng)放熱焊劑反應(yīng)結(jié)束后,須待熔模和被焊接件自然冷卻 10——20秒,使用老虎鉗(或相似工具)從熔模中取出。
• 對被焊接件進行絕緣處理,必須待導(dǎo)線完全冷卻之后方可進行。
放熱焊接 - 模具與模夾的準(zhǔn)備與要點
1、使用前用加熱工具干燥模具(如烘干箱或噴燈),驅(qū)除水氣。久末使用的模具內(nèi)含有水分,尤其是前次使用完后仍留有殘渣的模具,水分更多;
2、清潔火泥熔模具 放熱焊模具,請使用軟毛刷或其他軟性物質(zhì);
3、檢查火泥熔模具 放熱焊模具接觸面的密合度,防止作業(yè)時銅液從縫隙出滲漏出來;
4、火泥熔模具 放熱焊模具模夾是用于開合模具的,模夾的緊密程度對焊接的效果有影響,請再焊接開始之前認(rèn)真檢查模夾,并做適當(dāng)調(diào)整;調(diào)節(jié)方法如下:(a)使模夾置于打開狀態(tài)(b)松開模夾固定栓鎖扣(c)取出固定栓(d)調(diào)整5、調(diào)節(jié)螺絲,逆時針旋轉(zhuǎn)(松)(e)插入固定栓與鎖扣(f)開合模夾,觀察效果
6、安裝調(diào)節(jié)模夾,將模夾的密合度與模具的密合度調(diào)整到狀態(tài);
7、火泥熔模具 放熱焊模具由石墨制成,非常的脆弱,無法承受拋甩與力量沖擊,故不可講超過模具銘牌所示尺寸的熔接物強行放入模具,或使用金屬物質(zhì),堅硬的工具等來清除殘渣;
8、如果被熔接物的尺寸小于模具銘牌所示,為避免銅液滲漏可用如下方法彌補:(a)使用適當(dāng)厚度的銅套管(2)使用銅片或銅帶(3)使用密封劑(4)使用高溫棉帶;
9、火泥熔模具 放熱焊模具按上述步驟保養(yǎng),使用壽命可達(dá)50-100次以上。
2019-07-17
放熱焊粉車間2018-03-09
放形接地模塊車間 接地模塊首選碩泰 接地材料廠家2018-03-09
防雷接地模塊制作加工車間2018-03-09
六梅花接地模塊車間2018-03-09
三角梅花接地模塊加工生產(chǎn)中2019-07-08
離子接地極降阻模塊2019-06-19
吸收式石墨接地極 吸收式石墨接地模塊2019-06-14
吸收式石墨接地極 吸收式防雷接地裝置 軟體石墨接地模塊2019-05-29
280*800石墨降阻模塊2019-05-25
100*600圓柱形鍍銅圓鋼材料石墨接地裝置塊